Introduction
In any kind of welding operation, the correct choice of welding process is equally significant as choosing the right material. For many years now, our team of application engineers at APS Welding has collaborated with various pressure vessel manufacturers, storage tank fabricators, process equipment manufacturers, and heavy engineering firms. One common observation in these industries is that the submerged arc welding (SAW) process produces good quality joints on medium and thick stainless steel plates when the procedure is well-controlled.
Most fabricators believe that increasing the current would mean increased efficiency in welding. Although this statement is true in some sense, it is necessary to remember that the welding current needs to be carefully controlled so as to avoid excessive penetration, distortion, and loss of corrosion resistance due to improper heat input. The quality of welding joint is therefore determined not by high welding current but rather by the balance of joint preparation, consumables used, welding speed, and heat input.
In this guide, we will discuss the procedure adopted by our engineers for welding of 12 mm stainless steel plate having Single V-Groove Butt Joint using the SAW process. These parameters are intended as reliable starting values and should always be verified through a qualified Welding Procedure Specification (WPS) before production welding.
Why Should We Go for Submerged Arc Welding for Stainless Steel?
SAW is among the most productive techniques when it comes to heavy fabrication. In contrast to manual welding techniques, the electrical arc is completely submerged in a granular flux during the process. As a result, there is no air present near the molten weld puddle, which leads to formation of clean weld with good mechanical properties and without spatter.
When it comes to stainless steel fabrication, it is useful to use SAW when performing long welds in thick steel plates. Tank and pressure vessel manufacturers, along with heat exchanger producers and other industries, prefer using SAW due to high productivity and constant weld quality.
In our experience, we have seen how switching from manual welding to SAW in fabrication shops improved productivity and welding quality.
In Which Areas Is the Use of SAW Common For Fabrication of Stainless Steel?
SAW process is widely used in those areas where long, uninterrupted weld joints have to be produced.
Applications can include:
Pressure vessels
Stainless steel storage tanks
Equipment for chemical processing
Food & Dairy processing facilities
Pharmaceutical equipment
Heat exchangers
Stainless steel pipelines
Ship building
Off shore construction
Structural steel fabrication
Heavy engineering equipment
This process can produce strong, defect free weld joints suitable for operation in tough conditions.SAW process is widely used in those areas where long, uninterrupted weld joints have to be produced.
Applications can include:
Pressure vessels
Stainless steel storage tanks
Equipment for chemical processing
Food & Dairy processing facilities
Pharmaceutical equipment
Heat exchangers
Stainless steel pipelines
Ship building
Off shore construction
Structural steel fabrication
Heavy engineering equipment
This process can produce strong, defect free weld joints suitable for operation in tough conditions.
Stainless Steel Characteristics Overview
It is essential to know the nature of the stainless steel before deciding on the welding parameters.
Some of the most common types of stainless steel encountered in construction projects are the following:
| Grade | Purpose |
| SS304 | Generic fabrication, food machinery |
| SS304L | Pressure equipment, process lines, storage vessels |
| SS316 | Marine environments, chemicals, offshore structures |
| SS316L | Pharmaceutical industry, chemical processing, anti-corrosive equipment |
Engineers from our company prefer SS304L and SS316L types since low content of carbon makes them less sensitive to carbide precipitation after welding.
Why Heat Control Matters in Stainless Steel Welding
One of the biggest differences between welding carbon steel and stainless steel is heat management.
Unlike carbon steel, stainless steel can lose corrosion resistance if excessive heat is introduced into the joint. High heat input may also increase distortion, discoloration, and the likelihood of sensitization in certain grades.
During field support visits, our engineers often find that welding defects are not caused by poor equipment but by excessive heat input or incorrect travel speed.
For this reason, we always recommend:
- Maintaining a consistent travel speed
- Avoiding unnecessary weaving
- Monitoring interpass temperature
- Using qualified welding parameters
- Allowing the joint to cool naturally between passes when required
A controlled welding procedure produces cleaner welds, better mechanical properties, and improved corrosion resistance.
Joint Preparation for a 12 mm Stainless Steel Plate
Preparation of the joint is the cornerstone of welding operation. No matter how good your welding machine is, it cannot make up for improper joint preparation.
For a 12 mm stainless steel plate, our experts suggest the following joint design.
Recommended Joint Dimensions
| Parameter | Recommended Value |
| Plate Thickness | 12 mm |
| Type of Joint | V-Groove Butt Joint |
| Groove Angle | 60° |
| Root Face | 1.5 mm |
| Root Gap | 2–3 mm |
Joint Preparation Diagram

In our experience, maintaining a 2–3 mm root gap provides reliable penetration while allowing the molten metal to fuse evenly at the root. A smaller gap may increase the risk of incomplete penetration, whereas an excessively large gap can make root control more difficult and may require additional filler metal.
Similarly, a 60° groove angle offers a good balance between accessibility for the welding arc and minimizing filler metal consumption.
Surface Preparation Before Welding
Many weld quality issues originate before the arc is even struck.
Our field engineers routinely advise customers to spend a few extra minutes preparing the joint properly, as this often prevents hours of rework later.
Before welding:
- Remove oil, grease, paint, and moisture.
- Clean oxide layers using a stainless steel brush
- For a 12 mm stainless steel plate, the following parameters have proven to be an excellent starting point during production trials using a 4.0 mm stainless steel wire.
| Pass | Current (A) | Voltage (V) | Travel Speed (mm/min) |
| Root Pass | 400–450 | 29–31 | 350–450 |
| Fill Pass | 450–550 | 30–32 | 300–400 |
| Cap Pass | 400–500 | 29–31 | 350–450 |
- Rather than selecting the highest current available, we recommend beginning near the middle of each range and making small adjustments based on joint fit-up, penetration, and bead appearance. Stable welding conditions generally produce better results than aggressive parameter changes.
- Ensure proper plate alignment and tight clamping.
- Avoid using tools that have previously been used on carbon steel, as iron contamination can affect corrosion resistance.
- Verify that the root gap remains consistent along the entire joint length.
A clean joint promotes stable arc characteristics, better slag removal, and reduced risk of porosity or inclusions.
Recommended Machine Settings
Selecting the correct machine settings is just as important as choosing the right welding parameters. Even a premium SAW power source cannot produce consistent welds if the polarity, stick-out, or flux coverage are incorrect.
Based on our application team’s experience with stainless steel fabrication, the following settings provide a reliable starting point for most 12 mm butt joint applications.
| Parameter | Recommended Setting |
| Welding Process | Submerged Arc Welding (SAW) |
| Polarity | DCEP (Electrode Positive / DC+) |
| Wire Diameter | 4.0 mm (3.2 mm optional) |
| Electrode Stick-Out | 25–30 mm |
| Flux Depth | 25–35 mm |
| Interpass Temperature | Maximum 150°C |
| Number of Passes | 2–3 |
| Torch Lead(Push) Angle | 10 – 15degrees |
Engineer’s Tip
During customer site visits, one of the most common issues we encounter is insufficient flux coverage. If the arc is not fully submerged, arc instability and inconsistent bead appearance can occur. We recommend maintaining a uniform 25–35 mm flux layer throughout the weld.
How the SAW Process Works
Unlike MIG or TIG welding, the arc in SAW is completely hidden beneath a blanket of granular flux. As the wire continuously feeds into the joint, the arc melts both the wire and the base metal while the flux protects the molten pool from atmospheric contamination.
The unused flux can be recovered and reused (subject to the flux manufacturer’s recommendations), making SAW both productive and economical for long weld seams.

This submerged arc design is one of the key reasons SAW produces cleaner welds with minimal spatter and excellent deposition efficiency.
Selection of Proper Welding Wire
Selection of appropriate welding wire is essential for the maintenance of corrosion resistance and mechanical characteristics of stainless steel.
In general, it is better that the wire should be same or somewhat higher alloyed than base metal.
Some Commonly Used Wires.
| Base Metal | Filler Wire |
| SS304 | ER308 |
| SS304L | ER308L |
| SS316 | ER316 |
| SS316L | ER316L |
Wire Diameter Selection
| Thickness of Plate | Suggested Wire Size |
| Below 10 mm | 3.2 mm |
| 10-20 mm | 4.0 mm |
| Thick Plates | 4.0-5.0 mm |
| For 12 mm plate thickness, we suggest to use 4.0 mm wire since it gives good deposition rate as well as penetration | |
Selecting the Correct Flux
Many welding operators focus on amperage and voltage while overlooking the importance of flux selection.
The wrong flux can result in poor slag removal, inconsistent penetration, or contamination of the weld metal.
When selecting a flux, consider:
- Compatibility with stainless steel
- Moisture resistance
- Slag detachability
- Bead appearance
- Mechanical property requirements
Popular manufacturers include:
- ESAB
- Lincoln Electric
- Ador Welding
- Böhler Welding
- Kobelco
Always follow the flux manufacturer’s storage and rebaking recommendations to minimize the risk of moisture-related porosity.
Wire Feed Speed Considerations
Wire feed speed directly influences welding current in constant-voltage SAW systems.
Instead of increasing the wire feed speed aggressively, our engineers recommend making gradual adjustments while monitoring:
- Arc stability
- Weld penetration
- Bead width
- Reinforcement height
- Slag formation
Stable wire feeding generally produces better weld quality than chasing maximum deposition rates.
Controlling Heat Input
Heat input has a significant effect on distortion, bead shape, and corrosion resistance.
A simple formula used by welding engineers is:
Heat Input (kJ/mm) = (Voltage × Current × 60) ÷ (1000 × Travel Speed × Efficiency)
Example
- Current = 450 A
- Voltage = 30 V
- Travel Speed = 400 mm/min
- Efficiency = 0.9
Approximate Heat Input:
≈ 2.25 kJ/mm
This value should be optimized based on the material grade, joint design, and applicable welding code.
Maintaining Interpass Temperature
For austenitic stainless steels such as 304L and 316L, excessive interpass temperature may reduce corrosion resistance.
Our recommendation:
- Maximum Interpass Temperature: 150°C
- Measure using temperature crayons or infrared thermometers.
- Allow natural cooling between passes when necessary.
Avoid quenching the joint with water, as rapid cooling can introduce residual stresses.
Typical Welding Pass Sequence
For a 12 mm Single V-Groove Butt Joint, a three-pass sequence generally provides excellent results.
Root Pass
Purpose:
- Achieve complete root penetration
- Establish a sound weld foundation
Recommended Settings:
- Current: 400–450 A
- Voltage: 29–31 V
- Travel Speed: 350–450 mm/min
Fill Pass
Purpose:
- Fill the groove
- Ensure complete sidewall fusion
Recommended Settings:
- Current: 450–550 A
- Voltage: 30–32 V
- Travel Speed: 300–400 mm/min
Cap Pass
Purpose:
- Produce a smooth surface finish
- Achieve the required reinforcement
Recommended Settings:
- Current: 400–500 A
- Voltage: 29–31 V
- Travel Speed: 350–450 mm/min

Useful Tips for Better Welding from Our Team of Engineering Experts at APS Welding
Our team of engineers has found many tips for better welding which have proved to be helpful over time:
Check the root gap before initiating the weld.
Ensure that the welding wire is always centered.
Keep travel speed constant.
Make sure there is complete flux cover over the arc.
Clean slag properly before making the next weld.
Keep welding wire and flux in a dry place.
Always do trail welds when changing wire/flux/machine settings.
Even small changes in the way we weld can make a big difference in saving costs in future.
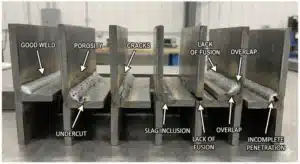
Common Welding Defects and Their Solutions
| Defect | Likely Cause | Recommended Action |
| Lack of Fusion | Low current or excessive travel speed | Increase current slightly or reduce travel speed |
| Porosity | Moisture in flux or contaminated joint | Dry the flux and clean the joint thoroughly |
| Undercut | Excessive current or incorrect torch position | Reduce amperage and maintain proper alignment |
| Slag Inclusion | Poor cleaning between passes | Remove all slag before the next weld pass |
| Excessive Reinforcement | Slow travel speed | Increase travel speed within the recommended range |
Many weld quality issues can be resolved by reviewing welding parameters and joint preparation before making major equipment adjustments.
Weld Inspection and Quality Control
Completing the weld is only part of the job. In critical applications such as pressure vessels, process equipment, pipelines, and storage tanks, every weld should be inspected to verify that it meets the required quality standards.
At APS Welding, we always recommend establishing a quality inspection plan before production begins. Early inspection helps identify issues before they become costly repairs.
1. Visual Inspection (VT)
Visual inspection is the first and most important quality check. Before considering advanced testing methods, verify that the weld has:
- Uniform bead appearance
- Smooth transition into the base metal
- Consistent weld width
- Proper reinforcement
- Complete slag removal
- No visible cracks, undercut, overlap, or excessive spatter
A careful visual inspection often identifies problems that can be corrected immediately, reducing the need for expensive rework.
2. Dye Penetrant Testing (PT)
For stainless steel fabrication, Liquid Penetrant Testing (PT) is commonly used to detect surface-breaking defects such as:
- Hairline cracks
- Pinholes
- Surface porosity
- Lack of fusion opening to the surface
PT is widely used in food processing, pharmaceutical, and chemical equipment where surface integrity is critical.
3. Radiographic Testing (RT)
Radiographic Testing uses X-rays or gamma rays to examine the internal quality of the weld.
It helps identify:
- Internal porosity
- Slag inclusions
- Lack of penetration
- Internal cracks
RT is frequently specified for pressure vessels and code-compliant fabrication.
4. Ultrasonic Testing (UT)
For thicker stainless steel sections, Ultrasonic Testing is an effective method of detecting internal discontinuities without cutting the component.
UT is commonly used for:
- Heavy fabrication
- Structural welding
- Pressure vessel manufacturing
- Offshore fabrication
The inspection method should always match the project specification and applicable welding code.
WPS and PQR – Why They Matter
One of the most common questions our application engineers receive is:
“Can we use the same welding parameters for every stainless steel job?”
The answer is no.
Every fabrication project has unique variables, including material grade, plate thickness, joint design, welding position, and quality requirements. That’s why professional fabricators qualify their procedures through a Procedure Qualification Record (PQR) and document them in a Welding Procedure Specification (WPS).
A properly qualified WPS helps ensure:
- Consistent weld quality
- Repeatable production results
- Compliance with project specifications
- Reduced rejection rates
- Easier operator training
The parameter ranges shared in this guide should be treated as practical starting points and validated according to your project requirements.
Safety Considerations During SAW Welding
Although the welding arc is covered by flux, SAW is still a high-energy industrial process that requires proper safety practices.
Our recommendations include:
- Wear approved welding PPE, including gloves, safety shoes, and eye protection.
- Use proper ventilation, especially when welding stainless steel.
- Keep the work area dry and free from combustible materials.
- Inspect welding cables and connections before use.
- Handle flux carefully and store it in a dry environment.
- Follow lockout/tagout procedures during equipment maintenance.
A safe work environment not only protects operators but also improves overall productivity.
Practical Troubleshooting Checklist
If the weld quality is inconsistent, our engineers recommend checking the following before changing machine settings:
✔ Is the joint preparation correct?
✔ Is the root gap consistent?
✔ Is the wire moving in the centre of the groove?
✔ Is the flux dry and evenly covering the arc?
✔ Is the travel speed stable?
✔ Is the contact tip in good condition?
✔ Has all slag been removed between passes?
✔ Is the interpass temperature below 150°C?
✔ Are the wire and flux compatible with the stainless steel grade?
In many cases, resolving one of these basic issues restores weld quality without major parameter changes.
Frequently Asked Questions (FAQs)
Can SAW be used for all stainless steel grades?
SAW is suitable for many stainless steel grades, including 304, 304L, 316, and 316L. The correct filler wire, flux, and welding procedure should always be selected based on the material specification.
Is 4.0 mm wire suitable for a 12 mm stainless steel plate?
Yes. For a 12 mm butt joint, a 4.0 mm wire is commonly used because it provides a good balance of deposition rate and penetration. A 3.2 mm wire can also be used, depending on the welding procedure and equipment.
Why is DCEP recommended?
Direct Current Electrode Positive (DCEP) provides stable arc characteristics and good penetration for most stainless steel SAW applications.
What interpass temperature should be maintained?
For austenitic stainless steels such as 304L and 316L, the interpass temperature should generally not exceed 150°C to help preserve corrosion resistance.
Can damp flux affect weld quality?
Yes. Moisture-contaminated flux can introduce porosity, arc instability, and inconsistent weld quality. Flux should always be stored and handled according to the manufacturer’s recommendations.
Is SAW suitable for thin stainless steel sheets?
SAW is primarily intended for medium and thick sections. Thin stainless steel sheets are generally better suited to TIG or MIG welding processes.
How many passes are required for a 12 mm butt joint?
Most 12 mm Single V-Groove Butt Joints can be completed in 2–3 passes, depending on joint design and welding procedure.
Should these parameters be used directly in production?
No. The values in this guide are recommended starting points. Every fabrication project should verify and qualify its own welding procedure before production.
Final Thoughts from Our Engineering Team
Producing high-quality stainless steel welds requires much more than selecting a welding machine and increasing the current. Successful fabrication depends on careful joint preparation, compatible consumables, controlled heat input, and disciplined welding practices.
Over the years, our application engineers have supported manufacturers across industries including pressure vessels, storage tanks, heavy engineering, and process equipment. One lesson remains consistent: the best welds are achieved through a balanced and qualified welding procedure—not by pushing the machine to its maximum output.
The recommendations shared in this guide reflect practical starting points that have proven effective in many fabrication environments. However, every project has unique requirements. Material grade, joint configuration, welding position, and applicable standards should always be considered before production begins.
If your team is developing a new stainless steel welding procedure, our recommendation is simple: perform trial welds, qualify the procedure through a WPS/PQR, and make measured adjustments based on weld quality rather than production speed alone.
With the right equipment, consumables, and process control, Submerged Arc Welding remains one of the most reliable and productive methods for welding medium and thick stainless steel plates.
About APS Welding
APS Welding is a leading manufacturer of industrial welding and cutting equipment in India, offering advanced solutions for fabrication, pressure vessels, shipbuilding, infrastructure, and heavy engineering applications.
Our product portfolio includes:
- Submerged Arc Welding (SAW) Machines
- MIG/MAG Welding Machines
- TIG Welding Machines
- MMA/ARC Welding Machines
- Plasma Cutting Systems
- Carbon Arc Gouging Machines
- Welding Automation Solutions
- Welding Positioners and Rotators
- Column & Boom Systems
- SAW Tractors
In addition to supplying equipment, our application engineers provide guidance on process optimization, machine selection, and welding parameters to help manufacturers achieve consistent, high-quality results.
For more information, visit www.apswelding.com or contact our technical team for product recommendations and application support.